
闭市时间倒计时:0 : 0 : 0
交易时间:工作日 9:30-17:00
闭市时间倒计时:0 : 0 : 0
交易时间:工作日 9:30-17:00

时间:2016-11-29 | 来源:艾邦智造
分享到:
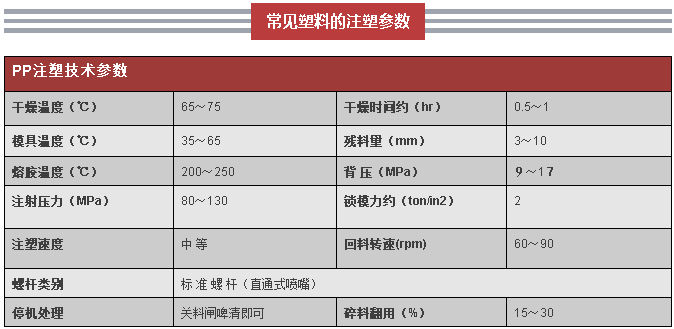
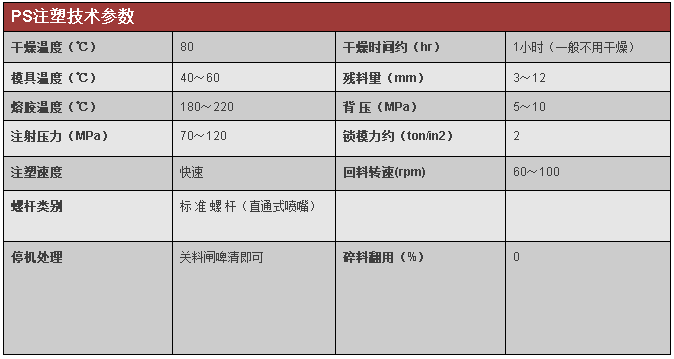
成型加工前,塑胶必须被充分的干燥。含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
对于入门级别的同行道友们来说,这份注塑参数详情表是一个不错的记忆方法,对于专业人士来说,随身携带,方便记忆,简单高效。
专业术语解析:
1.注塑压力
注塑压力是由注塑机液压系统提供的,液压缸的压力通过注塑机螺杆传递到注塑熔体上,塑料熔体在压力的推动下,由喷嘴进入模具的主流道,经过绕口注入模具型腔,压力是为了让熔体能按流程注入型腔并保证填充完整。
2. 注塑时间
合理的注塑时间对于塑料熔体的填充是由帮助的,注塑时间一般大约是冷却时间的1/10左右。具体要按不同的注塑材料来定。
3. 注塑温度
注塑温度是影响注塑压力的重要因素,注塑温度必须控制在合理的范围内,温度太低,原料塑化不良;温度太高,原料容易分解。所以温度的控制是需要有经验的老师傅来合理的控制的。
4.保压压力与时间
在注塑快要结束的时候,螺杆停止转动,只是向前推进,进入保压阶段。保压过程中喷嘴不断的想型腔补充原料熔体,以保证制品成型后的完整度。保压压力一般是填充最大压力的80%左右,根据实际原料和制品的要求来定。
5.背压
背压是指螺杆反转后退储料时所需要克服的压力。高背压有利于色料的分散和塑料的融化。














【版权与免责声明】
1.凡本网注明“来源:米斗网”的所有文字、图片、音视和视频文件,版权均为米斗网独家所有。如需转载请与0571-87661392联系。任何媒体、网站或个人转载使用时须注明来源“米斗网”,违反者本网将追究其法律责任。
2.米斗网所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。
3.米斗网所提供的信息,只供参考之用。本网站不保证信息的准确性、有效性、及时性和完整性。
4.如果您发现网站上有侵犯您的知识产权的作品,请与我们取得联系,我们会及时修改或删除。
本文地址: login.midou888.com/news/info/id/486.html

关注米斗网,更有料!



 浙公网安备 33010802002975号
浙公网安备 33010802002975号